Антикоррозийные покрытия препятствуют проникновению агрессивных веществ в структуру металлов, в зависимости от поставленной задачи обладают дополнительными характеристиками (диэлектрические, увеличение диапазона рабочих температур и другие).
Предусмотрена классификация на группы:
- Полимерные: растворы на основе эпоксидных и полиэфирных смол, полиэтилена и полиуретана;
- Порошковые: сыпучая смесь из полимерных дисперсий, после твердения формирующих прочную пленку (эпоксидные, полиакрилатные, гибридные и другие).
Основные свойства полимерного покрытия: послойное нанесение увеличивает адгезию, создает прочный трещиностойкий пирог, впоследствии сталь можно обрабатывать штампованием и гибкой. Возможно формирование изолирующих систем со специальными качествами: многослойные покрытия из эпоксидной эмали, термоплавких адгезивов и полимеров.

Порошковая краска
Порошковая краска не содержит жидких фракций. В ее основе дисперсия из одного или нескольких полимеров, пленкообразователи, отвердители, эфиры и специальные добавки. Доля наполнителей и пигментов: до 50%. Свойства порошкового покрытия зависят от размера фракции, композиции, избранной технологии.
Особенности нанесения
Несмотря на похожий состав, методы обеспечивают разную степень устойчивости к негативным факторам. Технологии полимерного покрытия металла:
- Заранее заготовленная пленка;
- Погружение в расплав;
- Автоматизированная обработка жидкими компонентами валковым методом.
Предварительно поверхность подвергают очистке, обезжириванию, покрывают хроматизирующим раствором и грунтом, сушат. Для получения оптимальных характеристик полимеризация осуществляется в печи. Толщина получаемого слоя: 300-500 мкм.
Пленочные и ленточные полимеры применяют для внешней защиты предизолированных труб, их нормативная толщина – 1 мм., максимальная – 6 мм.

Порошковая покраска трубопровода
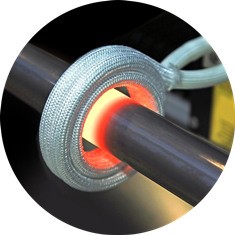
Покрытие металла порошковой краской можно выполнить обычным краскопультом, но так как в композиции предусмотрены термореактивные вещества, окрашивание невозможно без нагрева. Запекание производят при 140-220°C. Компоненты действуют следующим образом:
- Термопластичные – многократно размягчаются и отвердевают при изменении температуры (полиамид, полипропилен, полиэтилен);
- Термореактивные – неплавкое вещество, полимеризуется при нагревании (эпоксидные смолы, кремнийорганические полимеры).
Основные способы покраски:
- Напыление псевдосжижающими установками;
- Электризация.
Псевдосжиженное состояние получают с помощью сухого, сжатого воздуха, при этом порошок ведет себя как жидкость: исключается слипание частиц, а текучесть повышается. Для покраски деталей сложной формы используют электростатический заряд:
- Трибостатический;
- Коронный.
В системах с коронным зарядом электрод создает напряжение, формирующее поле между соплом распылителя и заземленной деталью. Отрицательно заряженные частицы порошка оседают на окрашиваемой поверхности. Иногда сильное поле затрудняет обработку глубоких выемок, а неправильный выбор параметров ухудшает ионизацию и сказывается на результате.
Трибостатический метод основан на зарядке трением. Заряд получают при столкновении частиц краски с заряжающими элементами. Толщина полимеризованного слоя: 50-400 мкм.
Преимущества и недостатки покрытий
Жидкие составы связываются с металлом на молекулярном уровне, повышая его механические качества. Высокая стоимость обусловлена сложным технологическим процессом и ценой химических веществ. Защитно-декоративный слой не осыпается, препятствует износу, дополнительное нанесение не требуется на протяжении всего срока службы. Несоблюдение технологии приводит к порче продукции, так как из-за стойкости к химическим и физическим воздействиям удаление покрытия трудозатратно. ЛКМ применяют для ответственных элементов, подверженных значительным фрикционным нагрузкам, работающим в агрессивных средах при критических температурах.
Сфера применения порошковых красок постоянно расширяется: используя разные материалы (пластизол, ПВДФ, ПТФЭ) и добавки можно получить покрытия, стойкие к излучению, щелочам и кислотам, с антифрикционными и диэлектрическими свойствами. Сухое окрашивание применяют для объектов благоустройства, деталей и корпусов автомобилей, стройматериалов (профнастил), ограждений, спортивного инвентаря, складской и бытовой техники и т.д. Среди преимуществ: быстрое выполнение работ, низкая себестоимость, обеспечение достаточных защитных свойств, высокая декоративность и вариативность эксплуатационных параметров. При необходимости поверхности окрашивают повторно.